

5. Teil: Ein Überblick über häufig verwendete Synthetikfolien zum Drucken und Kaschieren 
Kaschiermaschinen und Auftragstechnik
von Dipl.-Ing. Manfred Römer
Die moderne Kaschiertechnik, und die damit hergestellten Produkte (Laminate), sind heute, sowohl für technische Produkte als auch für Verpackungsmaterialien, nicht mehr wegzudenken.
Der Kaschiervorgang kombiniert die Materialeigenschaften einzelner Filme / Folien zu einem neuen Werkstoff mit oft überragenden Eigenschaften. Im Folgenden beschäftigt sich dieser Beitrag mit der Kaschiertechnik im Ganzen, ohne auf spezifische Maschineneigenschaften der unterschiedlichen Hersteller einzugehen.
Desweiteren bezieht sich dieser Beitrag im Besonderen auf die Herstellung von Laminaten (Verbundfolien) für den Lebensmittelverpackungsbereich.
Warum Verpackungsfolien?
• Barriere gegen:
• Licht, Gase (O2; N2; CO2; Wasserdampf …)
• Gute Optik (Wechselspiel Kleber – Druckfarbe)
• Festigkeit (Flächenhaftung + Siegelnaht)
• Siegelbarkeit (Verschlusssicherheit)
• Peelbarkeit (kontrollierte Öffnungskraft der Versiegelung)
• Maschinengängigkeit (Potlife oder dyn. Panlife)
• … u.a.
Welche Möglichkeiten zur Herstellung von Verbundfolien gibt es?
• Kaschierung
– LF = Lösemittelfrei
– LH = Lösemittelhaltig
• Mehrlagen-Extrusion (Adhäsions-Promoter)
• LH-Primer (z.B. PU Kleber o.ä.)
• Wässrige-Primer (EAA Dispersionen)
• Primer aus der Schmelze (EAA)
• Maleinsäure
Bei der Kaschierung unterscheidet man zwei wesentliche Techniken:
• Lösungsmittelhaltig
• Glattwalzenauftrag (Schöpfwalze/Auftragswalze)
• Rasterwalzenauftrag (Schöpfwalze/Rakel)
• Rasterwalzenauftrag (Kammerrakel)
• Lösungsmittelfrei
• Dreiwalzenauftrag (Stahl-Gummi-Stahl)
• Vierwalzenauftrag ( Stahl-Stahl-Gummi-Stahl)
Schema der LH Kaschierung:

Schema der LF Kaschierung:

Definition der unterschiedlichen Kaschiertechniken:
Nasskaschierung und Trockenkaschierung.
Definition:
Wenn das Kaschieren unmittelbar nach dem Klebstoffauftrag , also ohne
Zwischentrocknung erfolgt, spricht man vom Nasskaschieren.
Bei den eingesetzten Klebstoffen handelt es sich um physikalisch
trocknende aber auch vernetzende Systeme.
Die Bindekraft beruht auf physikalische Prozesse, d.h. auf der
Trocknung des Klebstoffes nach Verdunsten des Lösungsmittels /Vehikels
(Wasser).
Die Anwendung von Dispersionen dominiert bei der Kaschierung
von Folien mit saugfähigen Stoffen, wie Papier, Pappe, Filz oder
Textile-Substrate.
Ist der zu verarbeitende Klebstoff in einem organischen Lösungsmittel gelöst, muss dieses Lösungsmittel vor dem Kaschierprozeß in einem Trockenkanal entfernt werden. Bei der Zusammenführung der Bahnen im Kaschierwerk liegt also ein „trockener“ Klebstofffilm vor und man nennt diesen Kaschiervorgang Trockenkaschierung.
Im Falle der lösungsmittelfreien Kaschierung (LF), wird natürlich kein Lösungsmittel verdampft und die Termini Nass – oder Trockenkaschierung treffen hier nicht zu. Bei der LF-Kaschierung ist folglich das „Nassauftragsgewicht“ auch das „Trockenauftragsgewicht“.
Es wird dem Leser klar, dass bei der LF Kaschierung ganz besonders auf gleichmäßigen Klebstoffauftrag geachtet werden muss, um z.B. optische Uniformität des Klebstofffilms sicherzustellen.
Da die Maschinentechnik für LH-Klebstoffe heute als perfekt bezeichnet werden kann und dem Verarbeiter durch die Tatsache, dass er mit dem Lösungsmittel nicht nur eine gute Benetzungshilfe zum Substrat, sondern auch ein „Werkzeug“ zur Kontrolle eines sehr homogenen Auftragsbildes besitzt, werden wir uns im Folgenden mit der LF-Klebstoffverarbeitung beschäftigen.
Mitte der 70iger Jahre gab es noch eine Fülle von Problemen bei der Verarbeitung von LF-Klebstoffen, die heute, sowohl von den Klebstoffherstellern als den Maschinenherstellern gelöst wurden.
Trotzdem stellt die perfekte LF-Kaschierung (Optik) bei der Fülle von möglichen Folienkombinationen und Druckbildern bzw. Druckfarben die Maschinenführer vor wechselnden Problemen.
Am Markt findet man überwiegend zwei Typen von LF-Kaschiermaschinen, die Drei- oder Vierwalzenmaschinen. Beide Maschinentypen besitzen noch eine Presseurwalze die den einzustreichenden Film auf die Klebstoffauftragswalze drückt.
• In der Praxis haben sich beide Maschinentypen bewährt.
• Die Tendenz nach unserer Beobachtung geht jedoch in Richtung der Vierwalzenmaschinen.
• Moderne LF-Kaschierkleber laufen auf beiden Maschinentypen problemlos.
• Ältere LF-Klebstoffentwicklungen zeigen für Vierwalzenmaschinen häufig ein zu geringes dyn. Panlife. Das ist die Zeit, die dem Maschinenführer zur Verfügung steht Einstellungen vorzunehmen, bevor er das Auftragswerk Grundreinigen muss.
Der Kaschierer hat bei der Verarbeitung von LF-Klebstoffen nur eine „Stellschraube“, die das Kaschierergebnis, was die Optik angeht, wesentlich beeinflusst, nämlich die Klebstoffauftragstemperatur! Andere wichtige Optimierungsmöglichkeiten oder Unabdingbarkeiten, wie die Koronavorbehandlung, werden im Laufe der Serie separat behandelt.
Man unterscheidet drei Varianten LF-Kaschierklebstoffe:
1.) „kaltverarbeitbar“
2.) „warmverarbeitbar
3.) „heißverarbeitbar“
Für die jeweilige „Klasse“ gibt es bestimmte „Daumenregelungen“, was die Temperatureinstellungen betrifft.
Kaltverarbeitbar:
Dosierung : <40°C
Auftrag : < 50°C
Kaschierwerk 50°C – 60°C
65°C – 75°C (mit Aluminium)
Bei langem Bahnweg der eingestrichenen Folie erhöht man die Kaschierwalzentemperatur um ca. 10°C.
Warmverarbeitbar:
Dosierung : < 40°C
Auftrag : 55°C – 60°C
Kaschierwerk: 50°C /60°C 65°C /75°C (mit Aluminium)
Bei langem Bahnweg der eingestrichenen Folie erhöht man die Kaschierwalzentemperatur um ca. 10°C.
Heißverarbeitbar:
Dosierung : >50°C – 60°C
Auftrag : 65°C > 80°C
Kaschierwerk 50°C /60°C
65°C /75°C (mit Aluminium)
Bei langem Bahnweg der eingestrichenen Folie erhöht man die Kaschierwalzentemperatur um ca. 10°C
? Handhabung durch kurzes „Panlife“ problematisch.
? Kleber reagiert auf der Auftragswalze.
Reinigung schwieriger! Klebstoffverluste durch Stopps!
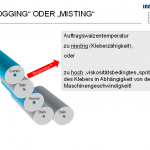
Typische Maschinenkonfigurationen (Klebstoffauftragswerke)


Wie vorher gesagt kommt der Temperaturführung des Auftragswerkes eine besondere Bedeutung zu.
Durch falsche Temperaturführung der Dosier- oder Auftragswalze kommt es nicht nur zu schlechter Kaschieroptik, sondern auch zum „nebeln“ oder „spinnen“. Nebeln bedeutet, dass der Klebstoff in Form feiner Tropfen im Umfeld des Auftragswerkes zu einer Verunreinigung der Kaschiermaschine kommt und erheblichen Reinigungsaufwand erforderlich macht.
Spinnen bedeutet, dass es zwischen der Transferwalze/Auftragswalze und Auftragswalze/Substrat (einzustreichende Bahn)auf Grund gegebener Klebstoffzähigkeit zur Fädchenbildung kommt. Daraus resultiert u.s. schlechte Kaschieroptik.
Man spricht von einer idealen Klebstoffauftragstemperatur oder „Viskositätsfenster“. Dem Klebstoffhersteller muss es gelingen diesen Bereich so weit wie möglich bzw. nötig zu gestalten um dem Kaschierer eine optimale Verarbeitung des Klebstoffes zu gewährleisten.

 Wird fortgesetzt.
Wird fortgesetzt.
von
Dipl. Ing. Manfred-Werner Römer
Römer Consult
Distelweg 26
28816 Stuhr-Seckenhausen
[Artikel Serie 1-8 “Drucken und Kaschieren” wird fortgesetzt]
Innoform auf ![]()
Kontakt:
Innoform GmbH Testservice
Industriehof 3,
26133 Oldenburg
TS@innoform.de
Geschrieben am 06. Okt., 2011
Kategorie: Folienprüfung & Analytik
Tags: Auftragstechnik, Kaschiermaschinen, Kaschiertechnik, Kaschierung, LF Kaschierung, LH Kaschierung, Verpackungsfolien.