

Schon vor über einem Jahr wurden die Entwürfe zur Änderung veröffentlicht: Entwurf der Änderungsverordnung: https://members.wto.org/crnattachments/2015/SPS/EEC/15_1816_00_e.pdf Anhang des Entwurfs: http://members.wto.org/crnattachments/2015/SPS/EEC/15_1816_01_e.pdf Da es sich bei der erwarteten Änderungsverordnung nicht nur um eine Anpassung der Stoffliste handelt, sondern erstmals auch etwas umfassendere Korrekturen erwartet werden, verzögert sich die Veröffentlichung der bereits für Ende 2015 erwarteten Anpassung weiterhin.
 2. Flexodruck-Tagung am 22./23. November 2011 in Osnabrück
2. Flexodruck-Tagung am 22./23. November 2011 in Osnabrück
Die 2. Flexodruck-Tagung am 22./23. Nov. steht bevor: Experten und Entscheider aus der Welt treffen sich zum Thema Druckqualität Zum 2. Mal, nach der erfolgreichen Erstauflage im Jahr 2009 mit dem Schwerpunkt Wiederholgenauigkeit im Verpackungsflexodruck, treffen sich Branchenexperten am 22./23. November 2011 im Steigenberger Remarque Hotel in Osnabrück. Die diesjährige Tagung widmet sich ganz dem Thema Druckqualität. Der Fokus liegt...
 “Drucken und Kaschieren” (Teil 3 von 8): Eigenschaften und Einsatzgebiete von dünnen Druckträgerfolien und Siegelschichten
“Drucken und Kaschieren” (Teil 3 von 8): Eigenschaften und Einsatzgebiete von dünnen Druckträgerfolien und Siegelschichten
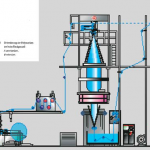
3. Teil : Häufig verwendete Folien zum Drucken und Kaschieren EIGENSCHAFTEN UND EINSATZGEBIETE VON DÜNNEN DRUCKTRÄGERFOLIEN UND SIEGELSCHICHTEN von Karsten Schröder und Ansgar Wessendorf Im dritten Teil dieser Artikelserie über marktübliche Arten und Typen synthetischer Folien zur Herstellung von Lebensmittelverpackungen stehen die Eigenschaften und Einsatzgebiete verschiedener Druckträgerfolien und Siegelfolien wie PP und PE im Zentrum der Berichterstattung. Folien als Druckträger...
 “Drucken und Kaschieren” (Teil 2 von 8): Eigenschaften und Einsatzgebiete verschiedener Folientypen
“Drucken und Kaschieren” (Teil 2 von 8): Eigenschaften und Einsatzgebiete verschiedener Folientypen
2. Teil: Häufig verwendete Folien zum Drucken und Kaschieren Eigenschaften und Einsatzgebiete verschiedener Folientypen von Karsten Schröder, Ansgar Wessendorf Im zweiten Teil dieser Artikelserie über die marktüblichen Arten und Typen synthetischer Folien zur Herstellung von Lebensmittelverpackungen stehen die Eigenschaften und Einsatzgebiete verschiedener Folientypen im Zentrum der Berichterstattung. Polyvinylchlorid (PVC) PVC ist bei Werkstoffexperten sehr beliebt, das es nicht nur in...