

 Holger Eschenburg über die Problematik und den Neustart von Monomaterial und BOPP?!
Holger Eschenburg über die Problematik und den Neustart von Monomaterial und BOPP?!
Das Inno-Meeting gilt mittlerweile als deutschsprachiger Branchentreff für Entscheider der Flexpack-Industrie. Was versprechen Sie sich persönlich von einem Beitrag zu dieser Veranstaltung? Nach meiner 27-jährigen Tätigkeit in der flexiblen Verpackungsindustrie bin ich sicherlich sehr gut vernetzt. Dennoch bin ich auf den Austausch und das Networking beim Inno-Meeting sehr gespannt. Speziell zu den aktuellen Themen „Recycling & Reduzierung von Plastik“ freue...
 Innoform Testservice sucht Verstärkung
Innoform Testservice sucht Verstärkung
Schon zu Beginn des neuen Jahres sucht der Innoform Testservice in Oldenburg Verstärkung. Für mehr Informationen klicken Sie auf: LaborantIn mit Erfahrung in der instrumentellen Analytik Interessenten können sich direkt an Klaus.Behringer@innoform.de wenden.
Sind Sie mittlerweile selbst als Experte verunsichert, ob Plastik- oder Papiertragetasche oder vielleicht doch Baumwolle oder Jute die beste Alternative ist? Uns interessiert erst einmal die Meinung unserer Kundschaft und somit der Experten aus der Kunststoffindustrie. Machen Sie mit bei der 10 Sekunden-Umfrage: https://www.surveymonkey.de/r/PCWDQTB und profitieren Sie anschließend vom Ergebnis, das wir hier veröffentlichen werden.
Heike Schwertke hat eine Checkliste zur Erstellung von Konformitätsarbeit zur Verfügung gestellt. Hier finden Sie den Link zum Download. Die vollständige Beschreibung lautet: Checkliste für die Erstellung und Bewertung von Konformitätserklärungen von Zwischenmaterialien aus Kunststoff und fertigen Materialien und Gegenständen.
 Inno-Meeting Europe in progress
Inno-Meeting Europe in progress
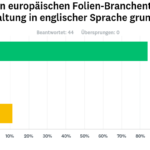
Wir haben gefragt und Sie haben geantwortet: Mit überraschender Mehrheit haben Sie für ein europäisches Inno-Meeting abgestimmt. Noch ist die Beteiligung an der Umfrage nicht repräsentativ, doch der Trend ist klar. Es soll und wird kommen. Auch der Name steht fest: Inno-Meeting Europe. Und der Name ist Programm! Wir werden exakt das deutschsprachige Erfolgskonzept in englischer Sprache in Berlin anbieten....
 Herr Dr. Karlheinz Hausmann zu umwelt- und umfeldgerechten Kunststoffverpackungen
Herr Dr. Karlheinz Hausmann zu umwelt- und umfeldgerechten Kunststoffverpackungen
Karlheinz Hausmann studierte Werkstoffwissenschaften an der Universtät Erlangen-Nürnberg und der ETH Lausanne. 1987 begann er seine Karriere bei DuPont de Nemours Intl SA in Genf, wo er auf verschiedenen Gebieten in der Polymerentwicklung tätig war und verschiedene Funktionen ausfüllte: Technischer Kundendienst, technische Marktentwicklung, Polymer- und Compoundentwicklung in den Bereichen der Ethylene, Copolymere, Fluoropolymere und technischen Polymere für die Anwendungsbereiche Verpackung,...
 Mitschnitt des Finales zum 15. Inno-Meeting jetzt verfügbar
Mitschnitt des Finales zum 15. Inno-Meeting jetzt verfügbar
Das Inno-Meeting 2017 war nicht nur zahlenmäßig eine gelungene Veranstaltung. Teilnehmer sprachen von einer freundschaftlichen und kollegialen Stimmung mit vielen neuen Impulsen und Kontakten. Wie ein roter Faden zog sich das Thema Kreislaufwirtschaft und Ressourceneffizienz durch die beiden Tage. Obwohl das eigentliche Thema "Die Optimalverpackung" hieß. Bedeutet das, dass hier besonderer Nachholbedarf in unserer Branche besteht? Wie auch immer -...
 Innoform ist offizieller Partner der impackt 2017 in Österreich
Innoform ist offizieller Partner der impackt 2017 in Österreich
Zum zweiten Mal unterstützt Innoform offiziell den Österreichischen Branchentreff der Verpackungsindustrie impackt, dieses Mal in Salzburg. Als Key-Note Speaker wird Karsten Schröder zum Thema Nachhaltige Verpackungen sind immer profitabler sprechen. Seine beliebten Impuls-Vorträge (www.inno-impuls.com) werden zu dem Zweck direkt an die Zielgruppe angepasst und auf Packmittelhersteller zugeschnitten sein. Seine These, dass Nachhaltigkeit zu Ende gedacht immer profitabler sein muss, wird...
Auf der Website EU SCIENCE HUB wurde ein Bericht über nicht-harmonisierte Lebensmittelkontaktmaterialien (FCM = Food Contact Material) in der EU veröffentlicht. Darin geht es um gesetzliche Vorgaben und die Marktsituation für nicht-harmonisierte Lebensmittelkontaktmaterialien. Der Bericht beschreibt vier wesentliche Probleme bei der Realisierung der EU-Vorgaben zu den FMCs. …"Es mangelt an gemeinsamen Leitlinien und Transparenz bei der Durchführung von Risikobewertungen in...
Am 4./5. April 2017 veranstaltet Innoform in Zusammenarbeit mit dem Süddeutschen Kunststoffzentrum (SKZ) auf der Marienburg in Würzburg die Recycling-Konferenz Umwelt- und Umfeld-gerechte Kunststoffverpackungen. Im Mittelpunkt der Konferenz stehen folgende Themenschwerpunkte: Wie weit ist Europa mit der Kreislaufwirtschaft? Wie gut sind Kunststoffverpackungen geeignet, um den hohen Anforderungen gerecht zu werden? Welche Recyclingpfade gibt es und müssen noch entwickelt und/oder etabliert...