

 Mit Autoklavierung Einfluss auf Materialeigenschaften und Eignung für den Kontakt mit Lebensmitteln prüfen
Mit Autoklavierung Einfluss auf Materialeigenschaften und Eignung für den Kontakt mit Lebensmitteln prüfen
Eine Möglichkeit, Lebensmittel haltbarer zu machen, ist das Entkeimen unter bestimmten Temperatur-/Zeit-Kombinationen (siehe auch https://de.wikipedia.org/wiki/Sterilisation). Dazu gehören Pasteurisations- und Sterilisationsprozesse, die zwar eine Verlängerung des Mindesthaltbarkeitsdatums bewirken, jedoch auch gleichzeitig eine enorme Belastung für das Verpackungsmaterial durch die Temperatur- und Feuchtebehandlung bedeuten. Die Hauptfunktion der Verpackung besteht darin, das Produkt zu schützen. Daher muss sichergestellt sein, dass das Material für...
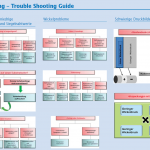 “Drucken und Kaschieren” (Teil 8 von 8): Trouble Shooting Guide – Über die Analyse und Beseitigung von Fehlern im Laminierprozeß
“Drucken und Kaschieren” (Teil 8 von 8): Trouble Shooting Guide – Über die Analyse und Beseitigung von Fehlern im Laminierprozeß
8. Teil: Häufig verwendete Folien zum Drucken und Kaschieren Trouble Shooting Guide – Über die Analyse und Beseitigung von Fehlern im Laminierprozeß In den bislang vorliegenden Teilen der Artikelserie (Drucken und Kaschieren) stand die Komplexität des Herstellungsprozesses von Folien, die Kaschierung sowie das entsprechende Umfeld im Zentrum der Berichterstattung. Dabei wurden dem Leser technische Zusammenhänge nähergebracht, um dessen Blick für...