

8. Teil: Häufig verwendete Folien zum Drucken und Kaschieren
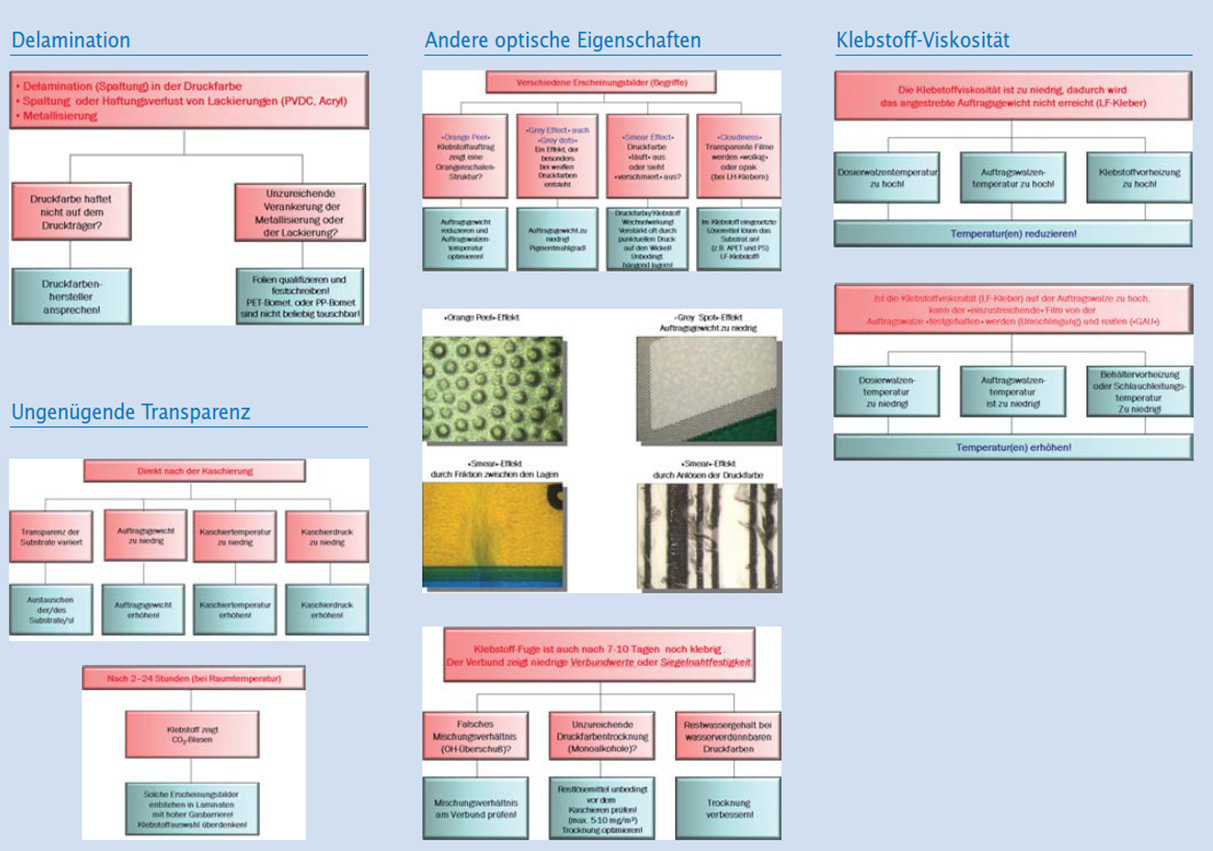
Trouble Shooting Guide – Über die Analyse und Beseitigung von Fehlern im Laminierprozeß
In den bislang vorliegenden Teilen der Artikelserie (Drucken und Kaschieren) stand die Komplexität des Herstellungsprozesses von Folien, die Kaschierung sowie das entsprechende Umfeld im Zentrum der Berichterstattung. Dabei wurden dem Leser technische Zusammenhänge nähergebracht, um dessen Blick für mögliche Fehlerquellen im Produktionsalltag zu schärfen. Der Sachbereich »Flexible Verpackung« besteht jedoch aus sehr vielen Einzelaspekten, weshalb Fehler in immer neuen Variationen auftreten können. Deshalb ist ständiges Lernen sowie der Austausch einschlägiger Informationen eine unverzichtbare Voraussetzung für eine möglichst fehlerfreie Produktion. Im abschließenden Artikel dieser Serie wird den Herstellern flexibler Verpackungen ein »Trouble Shooting Guide« an die Hand gegeben, der kurz und prägnant bei der Kaschierung von Verbundmaterialien auftretende häufige Fehler und deren Ursache benennt sowie entsprechende Lösungsmöglichkeiten aufzeigt.
Am Ende der Produktionskette
Unzureichende Verbundhaftung oder Siegelnahtwerte, die eine weitere Verarbeitung beispielsweise auf Form-Fill-Seal-Maschinen (FFS) unmöglich machen, gehören zum Schlimmsten, was einem Kaschierer zustoßen kann. Im Gegensatz zu den Designern, Verpackungsentwicklern, Folienherstellern und Druckern, die ihre Aufgabe im Herstellungsprozeß bereits erledigt haben, steht der Kaschierer am Ende der Produktions- und Veredelungskette. Bevor das geschnittene Rollenmaterial oder die konfektionierten Beutel ausgeliefert werden können, muß eine funktionsgerechte, fehlerfreie Kaschierung erfolgen. Tritt während dieses Vorgangs ein Fehler auf, waren alle vorher erbrachten Leistungen vergebens.

Denn ein derartiges Produkt darf nicht zur Auslieferung kommen, da ansonsten Schadensersatzansprüche von den Befüllern der Verpakkungen zu erwarten sind. Es muß daher allen an der Produktion von Verpackungsfolien Beteiligten klar sein, daß nur größte Sorgfalt einen derartigen Fall verhindern kann. Denn ein Fehler, ob nun beim Extrudieren oder Bedrukken entstanden, wird beim Kaschieren zumeist erst nach einigen Tagen erkannt. Nach Abschluß der Aushärtung des Klebstoffs, die von der Lagertemperatur der kaschierten Rollen abhängt, erweist es sich erst nach 5–10 Tagen, ob die Kaschierung erfolgreich war. Hierzu ist anzumerken, daß in den zurückliegenden Teilen dieser Artikelserie schon mehrfach auf Hilfsmittel und Werkzeuge
zur Sicherstellung der Kaschierqualität hingewiesen wurde. Dazu zählen beispielsweise das korrekte Mischungsverhältnis des Klebstoffs und dessen tatsächliches Verhalten im Produktionsprozeß.
Druckfarben und Klebstoffe
Oftmals liegen die Ursachen von Kaschierproblemen bereits im Druckprozeß, denn besonders Druckfarben und deren unterschiedliche Bestandteile können das Verhalten des Kaschierklebstoffs beeinflussen. Dies tritt vor allem dann auf, wenn die Druckfarbe nicht völlig ausgehärtet ist. Diesem unerwünschten Effekt kann mit verschiedenen Maßnahmen entgegengewirkt werden. Dazu gehören:
● Auftragsbezogene Auswahl des Farbsystems;
● Vorbehandlung der Foliensubstrate (z.B. Korona);
● Auswahl des Lösemittels ➞ »Verlauf« ➞ Topographie;
● Farbviskosität im Druck ➞ Rauhigkeit ➞ Topographie;
● Wirksamkeit des Bindemittels;
● Größe der Farbpigmente (insbesonders weiße Druckfarben oder Mischfarben, die mit Weiß angesetzt werden);
● Zusetzung geeigneter Additive. Lösemittelhaltige (LH) und lösemittelfreie (LF) Kaschierklebstoffe verhalten sich gegenüber Druckfarben sehr unterschiedlich. LH-Qualitäten werden zumeist mit höherer Auftragsmenge (g/m2; trokken) verarbeitet, während LF-Produkte aufgrund ihrer chemischen Eigenschaften nur mit eingeschränkten Auftragsgewichten eingesetzt werden können. Das Problem mit der Rautiefe von Druckfarben läßt sich bei LH-Klebstoffen durch Erhöhen der Auftragsmenge kompensieren. Diese Möglichkeit ist bei LF-Klebstoffen jedoch nur im Zehntelgrammbereich möglich, wodurch diese Korrekturmöglichkeit erheblich eingeschränkt bzw. oftmals ausgeschlossen ist.

Bei einem derart komplexen Fertigungsablauf wie der Herstellung flexibler Verpackungen können immer wieder Fehler auftreten. Nur durch die konsequente Einhaltung bestimmter Regeln und ständiger Qualitätskontrolle der Abläufe innerhalb der einzelnen Fertigungsschritte kann diese schwierige Form der Veredelung (Kaschieren) erfolgreich durchgeführt werden. In diesem Zusammenhang kommt dem Informationsaustausch zwischen den am Fertigungsprozeß beteiligten Firmen und den jeweiligen Zulieferern eine besondere Bedeutung zu. Nachstehend sind einige Bereiche beispielhaft genannt:
● Granulate (z.B. Siegelschichten);
● Masterbatches (wichtige Additive);
● Druckfarben;
● Kaschierklebstoffe;
● Produktionsmaschinen (z.B. Extrusion, Druck- und Kaschiermaschinen);
● Hilfsstoffe (z.B. Lösemittel, Reinigungsmittel).
Um einen fehlerfreien Fertigungsprozeß sicherzustellen, stehen die Lieferanten in der Pflicht, alle relevanten Informationen zu Verfügung zu stellen und diese nicht unter dem Vorwand von Betriebsgeheimnissen vorzuenthalten. Zusammenfassung Fehler in der Herstellung flexibler Verpackungen lassen sich weitestgehend vermeiden, wenn alle Beteiligten über das notwendige Fachwissen verfügen. Um einer Wiederholung früherer Fehler vorzubeugen, bedarf es einer systematischen Bearbeitung und Analyse der jeweiligen Fehler. Es ist wenig hilfreich, mittels eines Telefonats oder einer e-Mail Schuldzuweisungen zu verteilen. Wichtig ist, daß Kaschierbetriebe bzw. Druckereien mit internen Kaschieranlagen in die Lage versetzt werden, das jeweilige verbundtechnische Problem präzise zu benennen. Dazu ist diesem Artikel ein Anhang mit dem Titel »Kaschierung – Trouble Shooting Guide« beigefügt, der eine Hilfestellung bei der Fehleranalyse in der Produktionspraxis geben will.
Zusammenfassung
Fehler in der Herstellung flexibler Verpackungen lassen sich weitestgehend vermeiden, wenn alle Beteiligten über das notwendige Fachwissen verfügen. Um einer Wiederholung früherer Fehler vorzubeugen, bedarf es einer systematischen Bearbeitung und Analyse der jeweiligen Fehler. Es ist wenig hilfreich, mittels eines Telefonats oder einer e-Mail Schuldzuweisungen zu verteilen. Wir gehen sicher davon aus, dass an einem Schadensfall beteiligte Firmen sehr interessiert sind zu helfen und gerne lernen was zu dem diskutierten Problem(en) geführt hat. Die Voraussetzung dafür ist jedoch das vom Kaschierbetrieb vermittelt werden kann um was für ein verbundtechnisches Problem es sich handelt. Der Aufwand ein brauchbares Protokoll eines aufgetretenen Schadens ist nicht aufwendig, vereinfacht jedoch die Kommunikation und hilft der Lösung des Problems.
P.S. Am 22./23. November können Sie uns auf der 2. Flexodruck-Tagung in Osnabrück treffen.
Dieses Mal dreht sich alles um: Ständig steigende Qualitätsansprüche und sinnvolle Lösungen?!
Es gibt völlig andere Themen und Erkenntnisse als vor 2 Jahren. Es hat sich viel getan.
![]() Bilder, Videos und Experten Meinungen von der FD-Tagung stellen wir Ihnen nach der Tagung exklusiv auf unserer Facebook Seite zur Verfügung https://www.facebook.com/Innoform.Folienverpackungen?sk=app_247068188662059zur
Bilder, Videos und Experten Meinungen von der FD-Tagung stellen wir Ihnen nach der Tagung exklusiv auf unserer Facebook Seite zur Verfügung https://www.facebook.com/Innoform.Folienverpackungen?sk=app_247068188662059zur
Kontakt:
Innoform GmbH Testservice
Industriehof 3,
26133 Oldenburg
TS@innoform.de
Geschrieben am 03. Nov., 2011
Kategorie: Folienprüfung & Analytik
Tags: Herstellungsprozess, schwierige Druckbilder, Siegelnahtwerte, Verbundhaftung, Wickelprobleme.